
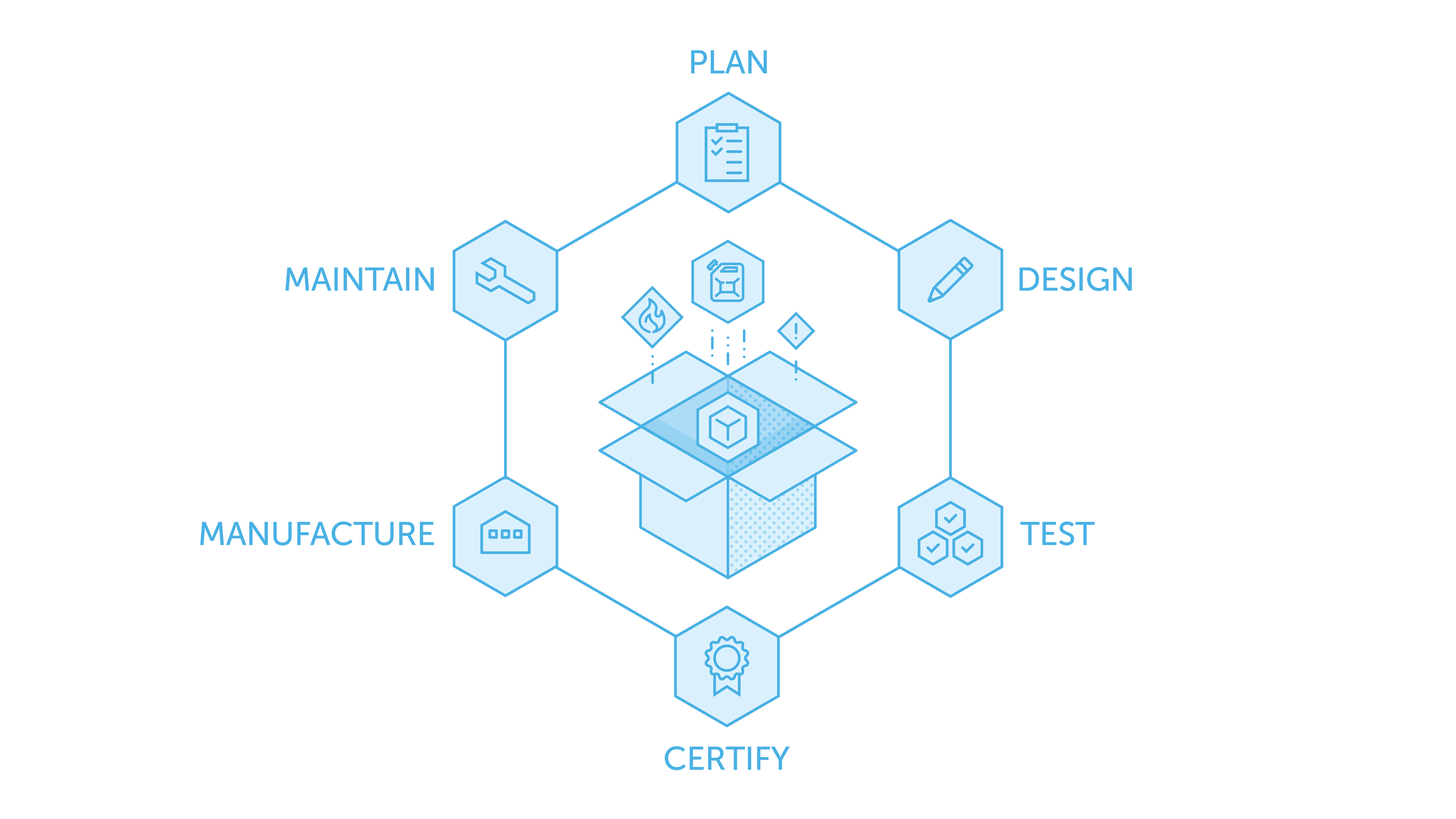
STEP 1 – PLAN
This first stage is understanding the requirements of the what the packaging must do. Here, we look at the specifics, with Government agencies providing us with guidance and support for each aspect of specification.
We look at all of the standards your packaging must achieve in a test environment, to ensure the highest standards are met.
STEP 2 – DESIGN
For the ultimate corrugated packaging solution, the design of the packaging solution is critical. With our in-house team of specialist designers, we model how the packaging solution will protect the goods inside. We can look at how a box will perform, typically involving drop height and stacking tests. When we know the design is right, we move on to the testing stage.
STEP 3 - TEST
Based on the pack design requirements specified, we conduct drop tests on the pack from a required height and orientation (corner, side) to ensure the pack performs to the required standard for the box use. We simulate what happens in a real-world application – for example, what will happen to the contents of a box if the packaging was dropped from a height? Would the box split and allow the container to come into contact with a hard surface? Implications of packaging failure will result in poor performance during transit.
At Cepac we have in-house drop testing equipment in order to ensure the product will perform in consistent and comparable laboratory test conditions.
STEP 4 - CERTIFY
When all tests are satisfactorily passed and finalised, a report is submitted to the relevant Government agency for final approval and, subject to acceptance, a unique U.N. number is allocated.
STEP 5 - MANUFACTURE
Corrugated board is reliant upon correctly specified papers and adhesives being used in production. Critical variables must be taken into account throughout the process, as you need to have the optimum board configuration. We test every U.N. Certified box at the point of corrugation to ensure performance meets the required specification, as agreed standards need to be adhered to in order to ensure the safe transportation of dangerous goods.
STEP 6 - MAINTAIN
Once a box design has been created, tested, manufactured and used, we still need to ensure it is fit for purpose! We continue to monitor the variables of the box so we can retain the required specifications of a U.N. Certificate. As the manufacturer, we retain documents, certificates and undertake follow-up validations to ensure our solutions remain within the tolerances of U.N. certification and compliance.
Safe and robust packaging that meets the highest standards
- For fireworks, chemicals or other dangerous goods our experience in shipping will ensure your products arrive safely, securely and suitably protected.
- Off the shelf standard range of liquid packs for industrial chemicals.
- A range of liquid packs for the Agrochemical market.
Recommended supplier of U.N. packs to the British Pyrotechnics Association
- Expertise in the creation of bespoke customer held certificates.
- We can manage your certificates and make sure that they are kept up to date.
UK's leading supplier in this market
- We can offer guidance and the coordination of the testing of packaging to safely and legally, transport your products.
- We can provide access, for all our customers, to our in-house lab and drop testing equipment.
-
Our design team are always working to ensure the designs do not only satisfy the legal requirement but your production and transport requirements too.